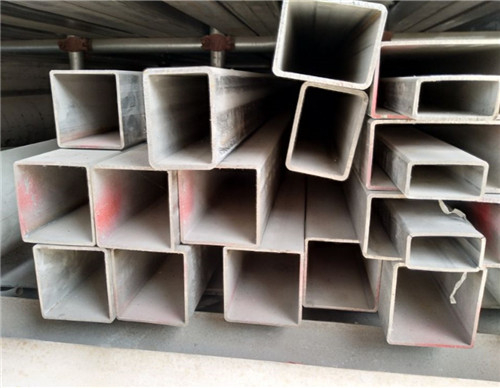
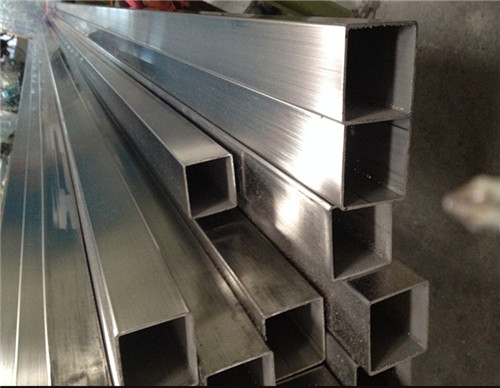
不銹鋼方管焊接缺陷以及應對措施
作者:佚名 來源:不詳 日期:2020-06-03 15:35:03
不銹鋼方管焊接的焊接缺陷會導致應力集中,降低承載能力,縮短使用壽命,甚至造成脆斷。一般技術規(guī)程規(guī)定,裂紋、未焊透、未熔合和表面夾渣等是不允許有的;咬邊、內(nèi)部夾渣和氣孔等缺陷不能超過一定的允許值,對于超標缺陷進行去除和焊補。常見不銹鋼方管焊接的焊接缺陷產(chǎn)生原因、危害及防止措施簡述如下。
一、焊縫尺寸不符合要求
焊縫尺寸不符合要求主要指焊縫余高及余高差、焊縫寬度及寬度差、錯邊量、焊后變形量等不符合標準規(guī)定的尺寸,焊縫高低不平,寬窄不齊,變形較大等。焊縫寬度不一致,除了造成焊縫成形不美觀外,還影響焊縫與母材的結合強度;焊縫余高過大,造成應力集中,而焊縫低于母材,則得不到足夠的接頭強度;錯邊和變形過大,則會使傳力扭曲及產(chǎn)生應力集中,造成強度下降。
產(chǎn)生的原因:不銹鋼方管焊接坡口角度不當或鈍邊及裝配間隙不均勻;焊接工藝參數(shù)選擇不合理;焊工的操作技能水平較低等。
預防措施:選擇適當?shù)钠驴诮嵌群脱b配間隙;提高裝配質量;選擇合適的焊接工藝參數(shù);提高焊工的操作技術水平等。
二、咬邊
由于焊接工藝參數(shù)選擇不正確或操作工藝不正確,在沿著焊趾的母材部位燒熔形成的溝槽或凹陷稱為咬邊。咬邊不僅減弱了焊管焊接接頭強度,而且因應力集中容易引發(fā)裂紋。