

304不銹鋼方管的生產工藝流程全過程是將實芯精軋管或鑄鋼件破孔并軋成合乎產品執行標準的無縫鋼管。 全部全過程有下列2個形變工藝流程: (1)破孔將要實芯精軋管穿軋成中空毛管。普遍的精軋管破孔方式有斜軋破孔(二輥、狄舍爾和三輥)、工作壓力破孔和推軋破孔(PPM)等三種。此外也有立即選用抽濾澆筑、軋鋼與電渣重熔等方式得到中空精軋管,而省掉破孔工藝流程。 (2)軋管是將中空毛管軋成貼近制成品規格的荒管。普遍的軋管方式有全自動軋管機、回轉式軋管機(全浮動式MM、限心動棒MPM)、皮爾格軋管機(周期時間式軋管機)、三輥軋管機、狄舍爾軋管機、頂管施工和鋼熱連續擠壓機等。 不銹鋼鋼管生產制造中,按產品種類規格型號和生產量等規定不一樣,而采用不一樣種類的軋管機。選用不一樣種類的軋管機軋管時,因為軋件的健身運動標準、地應力情況標準、道次形變量和生產效率等標準不一樣,故必不可少為它配置形變量和生產效率等層面相符合的破孔以及它前后左右工藝流程機器設備,因此不一樣的軋管機就組成了相對的無縫鋼管熱扎發電機組。304不銹鋼方管發電機組也就是以軋管機種類來歸類。現階段常見的304不銹鋼方管生產制造方式見表2-1。一個發電機組的實際名字以該發電機組生產鋼管的較大 規格型號和軋管機的種類來表明。比如,140全自動軋管機組,即發電機組生產制造的較大 直徑為14b250m,軋管機形式為全自動軋管機。同例有140回轉式軋管機組、133頂管設備組、318周期時間式軋管機組等。而無縫鋼管熱擠壓發電機組則選用連續擠壓機的較大 擠工作壓力或產品型號范疇來表明其型號規格,比如3150擠壓成型無縫鋼管發電機組,即連續擠壓機的較大 擠工作壓力為3150t。 在熱軋鋼管發電機組中,以便提升產品品質和擴張發電機組的產品型號范疇,一般在軋管機后邊需設定均整個設備、口模機、減徑機或擴徑機等荒管冷軋機器設備。
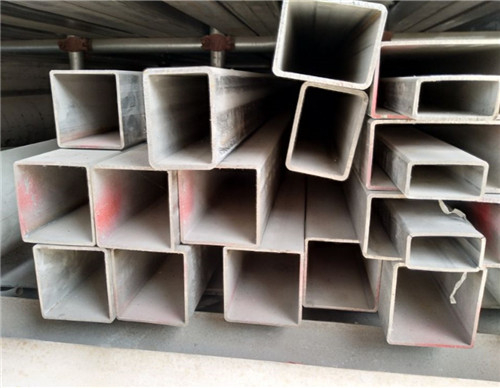
304不銹鋼方管生產制造方式
作者:佚名 來源:不詳 日期:2020-06-16 15:40:04





最新新聞
聯系我們
-
服務熱線13812527877
-
手機:13812527877
電話:0510-83770878
電話:0510-83775998
傳真:0510-83779918
地址:無錫東方不銹鋼市場118號
